|
|
| |
|
當前位置:首頁 > 新聞資訊
影響活性染料固色率的因素
發布時間:2023-02-08 10:17:00 點擊: |
|
卷染機專業生產廠家無錫金潤達2023年2月8日訊 雖然固色反應速率遠大于水解反應速率,但若工藝條件控制不當,如染液pH值過高或溫度過高等,會促使染料水解加劇,固色率降低,染色織物上的浮色增加,加重后處理負擔,并且使染色成本提高,印染廢水處理負擔加重等。所以提高活性染料的固色率,是活性染料染色中的一個重要問題。
固色的前提條件是染料上染纖維制品,染料的直接性是影響上染率的主要因素。一般情況下,活性染料固色率隨直接性的增加而提高。以乙烯砜型活性染料為例,直接性與固色率的關系見圖7-3所示。
從圖7-3中曲線可知,當染料的直接性較低時,固色率隨直接性的增加而迅速提高,當直接性高達一定程度后,固色率增加已不明顯。
這是因為直接性高的染料擴散性能差,使染料在纖維表面固著,所以直接性過高的染料,非但不能提高固色率,反而會降低染料的勻染性,并造成水解染料不易洗凈,影響染色牢度。
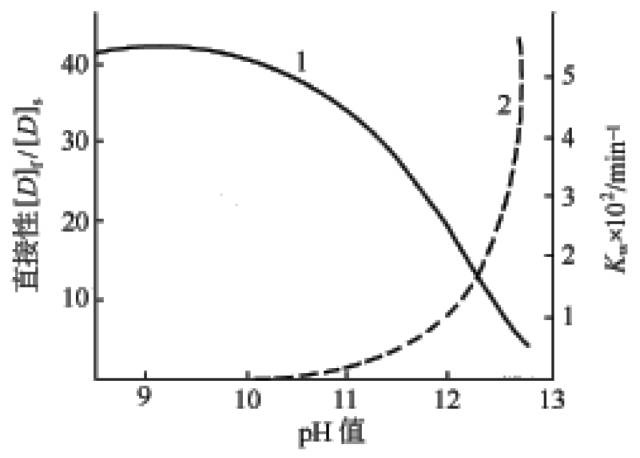
活性染料直接性一般較小,這是導致活性染料固色率較低的原因之一。因此,要提高活性染料的直接性,不宜采用太高的溫度和pH值上染,因為隨著染色溫度的提高,活性染料的直接性降低,如圖7-4所示。
同時,在較高pH值條件下,纖維素纖維的離子化程度提高,對染料陰離子起排斥作用,結果染料吸附量減少,如圖7-5所示。
影響活性染料反應性的主要因素有染色溫度和pH值。一般情況下,染液溫度升高、pH值提高,染料反應性增強(包括與纖維的反應和與水的反應)。如圖7-4、圖7-5所示。
因為溫度升高,染料的反應速率提高;pH值提高,纖維的膨化程度增加,染料的擴散速率增加,有利于染料與纖維的反應。但pH值過高,[Cell—O-]/[OH-]比值下降,不利于染料與纖維的反應。并且過高的溫度和pH值還會加速染料水解,降低固色率。因此,為保證染料正常固色,盡量使染料少水解,應根據染料自身的反應性,合理確定固色溫度和pH值,一般pH值控制在10~11為宜。活性染料染色分上染和固色兩個階段,延長上染階段的時間,能使染料充分擴散、滲透,上染率提高,有利于勻染。但活性染料經固色后,染料與纖維發生了共價鍵合,染料已成為纖維的一部分,不能再發生移染。因此,延長固色時間對勻染的作用不大。而對于那些反應性較弱的染料來說,延長固色時間,可以使染料固色更充分,有利于提高固色率。對染料—纖維鍵耐堿性較差的染料而言,延長固色時間,還會導致已固色的染料發生水解。在活性染料上染過程中,加入適量中性電解質促染,有利于提高固色率。這是因為加入中性電解質可以降低纖維表面的動電層電位,增加染料的直接性,從而提高固色率。其促染原理及影響因素與直接染料染色相似。活性染料的直接性小,當采用竭染時,小浴比有利于提高染料的上染率,并且可以增加染料與纖維反應的幾率,減少染料的水解,提高固色率。
來源:染整工藝學
|
本站關鍵詞:卷染機,常溫常壓卷染機,高溫高壓卷染機
本站信息來源于網絡或者原創,如有冒犯貴網站版權的,請與我們取得聯系!
卷染機專業生產廠家無錫金潤達咨詢電話:0510-83383369 |
| 上一資訊:紡織材料中的各種禁用化學品來自何處?
|
|
|
|